





Typer af CNC-bearbejdning
Bearbejdning er et fremstillingsbegreb, der omfatter en bred vifte af teknologier og teknikker. Det kan groft defineres som processen med at fjerne materiale fra et emne ved hjælp af motordrevne værktøjsmaskiner for at forme det til et tilsigtet design. De fleste metalkomponenter og dele kræver en form for bearbejdning under fremstillingsprocessen. Andre materialer, såsom plast, gummi og papirvarer, fremstilles også almindeligvis gennem bearbejdningsprocesser.
Typer af bearbejdningsværktøjer
Der findes mange typer bearbejdningsværktøjer, og de kan bruges alene eller sammen med andre værktøjer på forskellige trin i fremstillingsprocessen for at opnå den tilsigtede emnegeometri. De vigtigste kategorier af bearbejdningsværktøjer er:
Kedelige værktøjer: Disse bruges typisk som efterbehandlingsudstyr til at forstørre huller, der tidligere er skåret i materialet.
Skæreværktøj: Enheder som save og sakse er typiske eksempler på skæreredskaber. De bruges ofte til at skære materiale med forudbestemte dimensioner, såsom metalplader, i en ønsket form.


Boreværktøj: Denne kategori består af to-kantede roterende enheder, der skaber runde huller parallelt med rotationsaksen.
Slibeværktøj: Disse instrumenter anvender et roterende hjul for at opnå en fin finish eller for at lave lette snit på et emne.
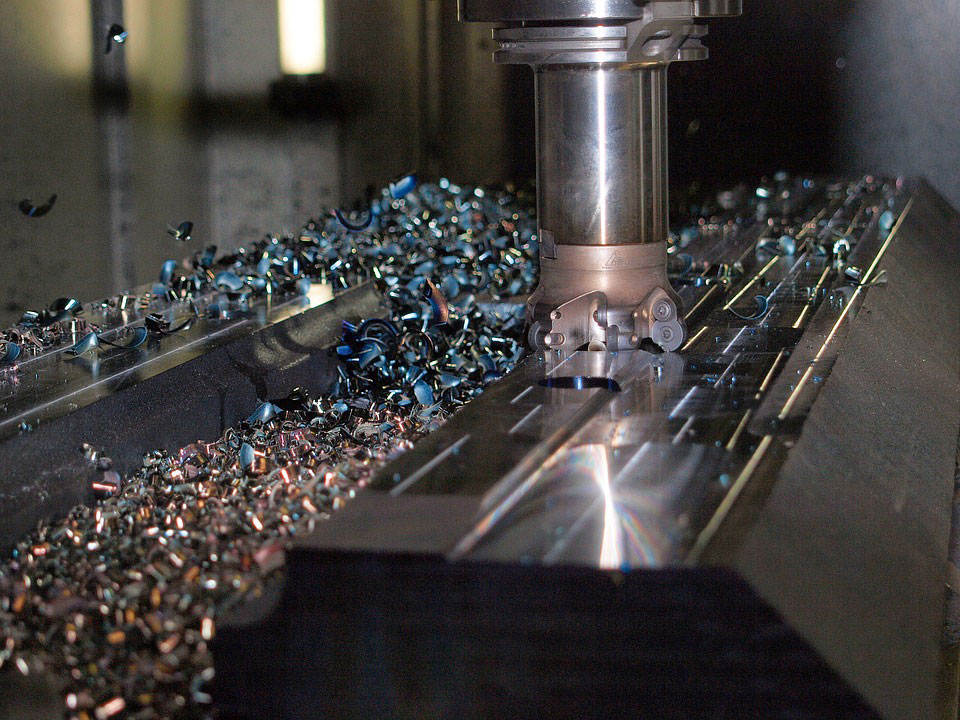
Fræseværktøj: Et fræseværktøj anvender en roterende skæreflade med flere knive til at skabe ikke-cirkulære huller eller skære unikke designs ud af materialet.
Drejeværktøj: Disse værktøjer roterer et emne om dets akse, mens et skæreværktøj former det til form. Drejebænke er den mest almindelige type drejeudstyr.
Typer af brændende bearbejdningsteknologier
Svejse- og brændeværktøjsmaskiner bruger varme til at forme et emne. De mest almindelige typer af svejse- og brændende bearbejdningsteknologier omfatter:
Laserskæring: En lasermaskine udsender en smal, højenergilysstråle, der effektivt smelter, fordamper eller brænder materiale. CO2: YAG-lasere er de mest almindelige typer, der anvendes til bearbejdning. Laserskæringsprocessen er velegnet til at forme ståleller ætsning af mønstre i et stykke materiale. Dens fordele omfatter overfladefinish af høj kvalitet og ekstrem skærepræcision.
Oxy-brændstofskæring: Også kendt som gasskæring, denne bearbejdningsmetode anvender en blanding af brændstofgasser og oxygen til at smelte og skære bort materiale. Acetylen, benzin, brint og propan tjener ofte som gasmedier på grund af deres høje brændbarhed. Denne metodes fordele omfatter høj bærbarhed, lav afhængighed af primære strømkilder og evnen til at skære tykke eller hårde materialer, såsom robuste stålkvaliteter.
Plasmaskæring: Plasmabrændere affyrer en elektrisk lysbue for at omdanne inert gas til plasma. Dette plasma når ekstremt høje temperaturer og påføres emnet ved høj hastighed for at smelte uønsket materiale væk. Processen bruges ofte på elektrisk ledende metaller, der kræver en præcis skærebredde og minimal forberedelsestid.
Typer af erosionsbearbejdningsteknologier
Mens brændende værktøjer anvender varme for at smelte overskydende materiale, bruger erosionsbearbejdningsanordninger vand eller elektricitet til at erodere materiale fra arbejdsemnet. De to hovedtyper af erosionsbearbejdningsteknologier er:
Vandstråleskæring: Denne proces bruger en højtryksstrøm af vand til at skære gennem materiale. Slibepulver kan tilsættes til vandstrømmen for at lette erosion. Vandstråleskæring bruges typisk på materialer, der kan lide skade eller deformeres fra en varmepåvirket zone.
Elektrisk afladningsbearbejdning (EDM): Også kendt som gnistbearbejdning, denne proces bruger elektriske lysbueudladninger til at skabe mikrokratere, der hurtigt resulterer i fuldstændige snit. EDM bruges i applikationer, der kræver komplekse geometriske former i hårde materialer og med tætte tolerancer. EDM kræver, at grundmaterialet er elektrisk ledende, hvilket begrænser dets anvendelse til jernholdige legeringer.
CNC bearbejdning
Computer numerisk kontrol bearbejdning er en computerstøttet teknik, der kan bruges sammen med en bred vifte af udstyr. Det kræver software og programmering, normalt i G-kodesproget, at guide et bearbejdningsværktøj i at forme emnet i henhold til forudindstillede parametre. I modsætning til manuelt guidede metoder er CNC-bearbejdning en automatiseret proces. Nogle af dens fordele inkluderer:
Høje produktionscyklusser: Når først CNC-maskinen er blevet korrekt kodet, har den normalt brug for minimal vedligeholdelse eller nedetid, hvilket giver mulighed for en hurtigere produktionshastighed.
Lave produktionsomkostninger: På grund af dens omsætningshastighed og lave krav til manuel arbejdskraft kan CNC-bearbejdning være en omkostningseffektiv proces, især for store produktionsserier.
Ensartet produktion: CNC-bearbejdning er typisk præcis og giver en høj grad af designkonsistens blandt sine produkter.

Præcisionsbearbejdning
Enhver bearbejdningsproces, der kræver små skæretolerancer eller fineste overfladefinisher, kan betragtes som en form for præcisionsbearbejdning. Ligesom CNC-bearbejdning kan præcisionsbearbejdning anvendes på en lang række fremstillingsmetoder og værktøjer. Faktorer som stivhed, dæmpning og geometrisk nøjagtighed kan påvirke nøjagtigheden af et præcisionsværktøjs snit. Bevægelseskontrol og maskinens evne til at reagere ved høje tilspændingshastigheder er også vigtige i præcisionsbearbejdningsapplikationer.




